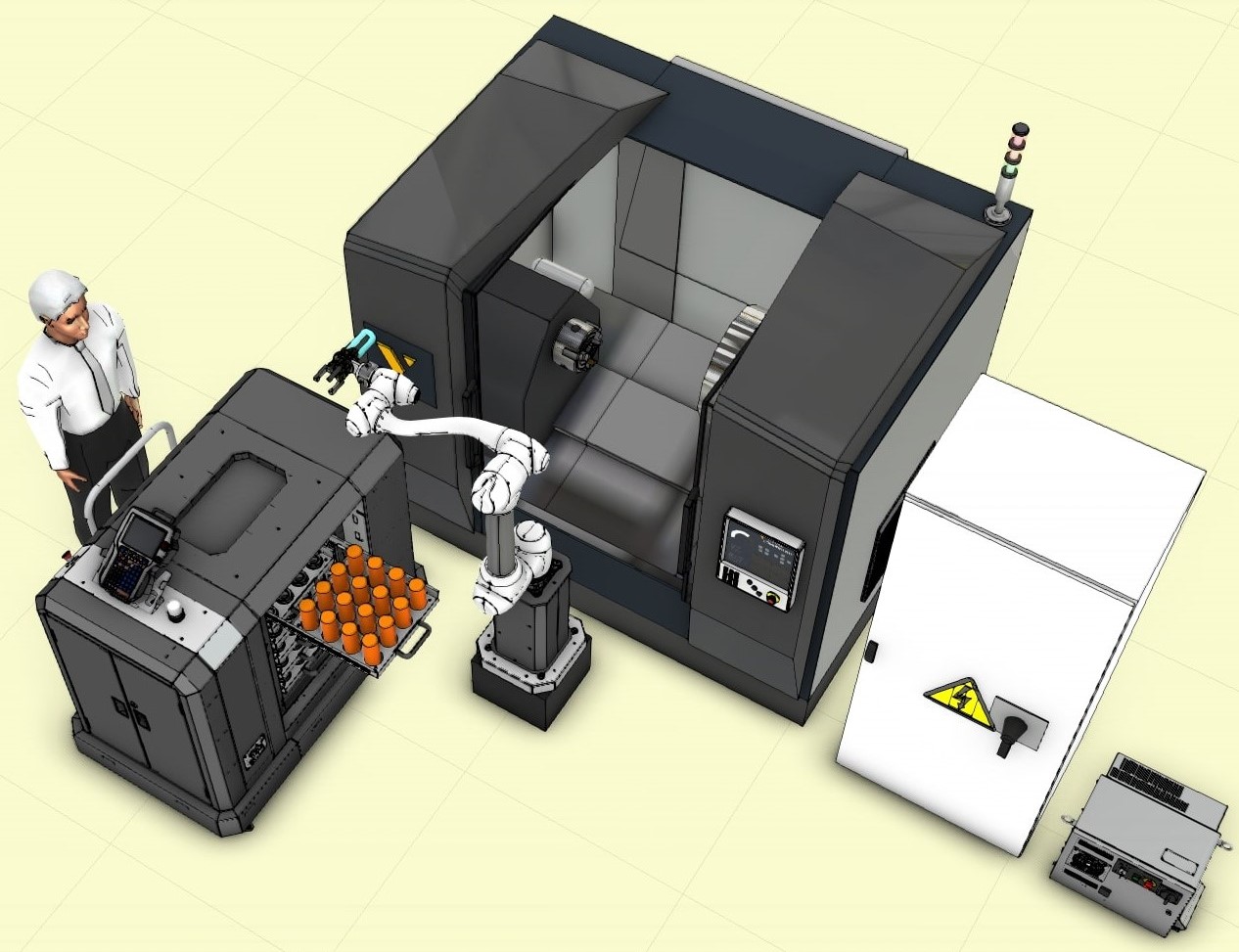
- Используемый робот: Doosan A0912
- Количество станков ЧПУ: до 2шт.
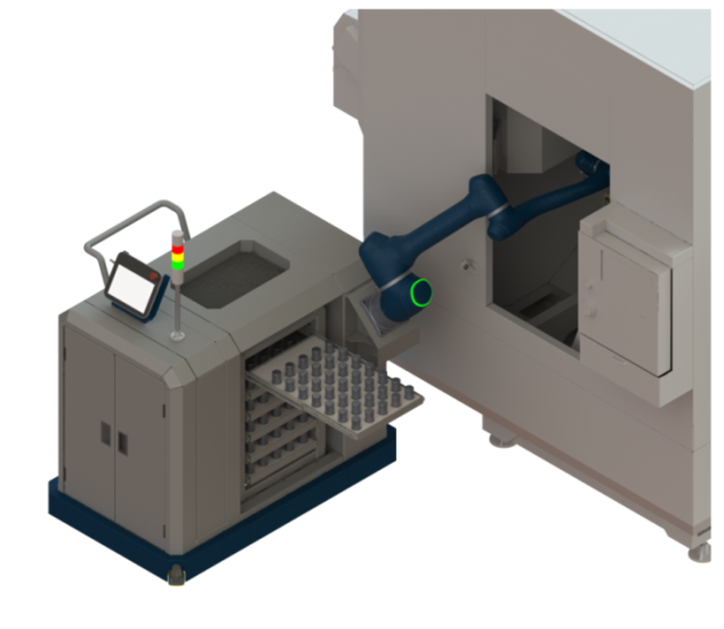
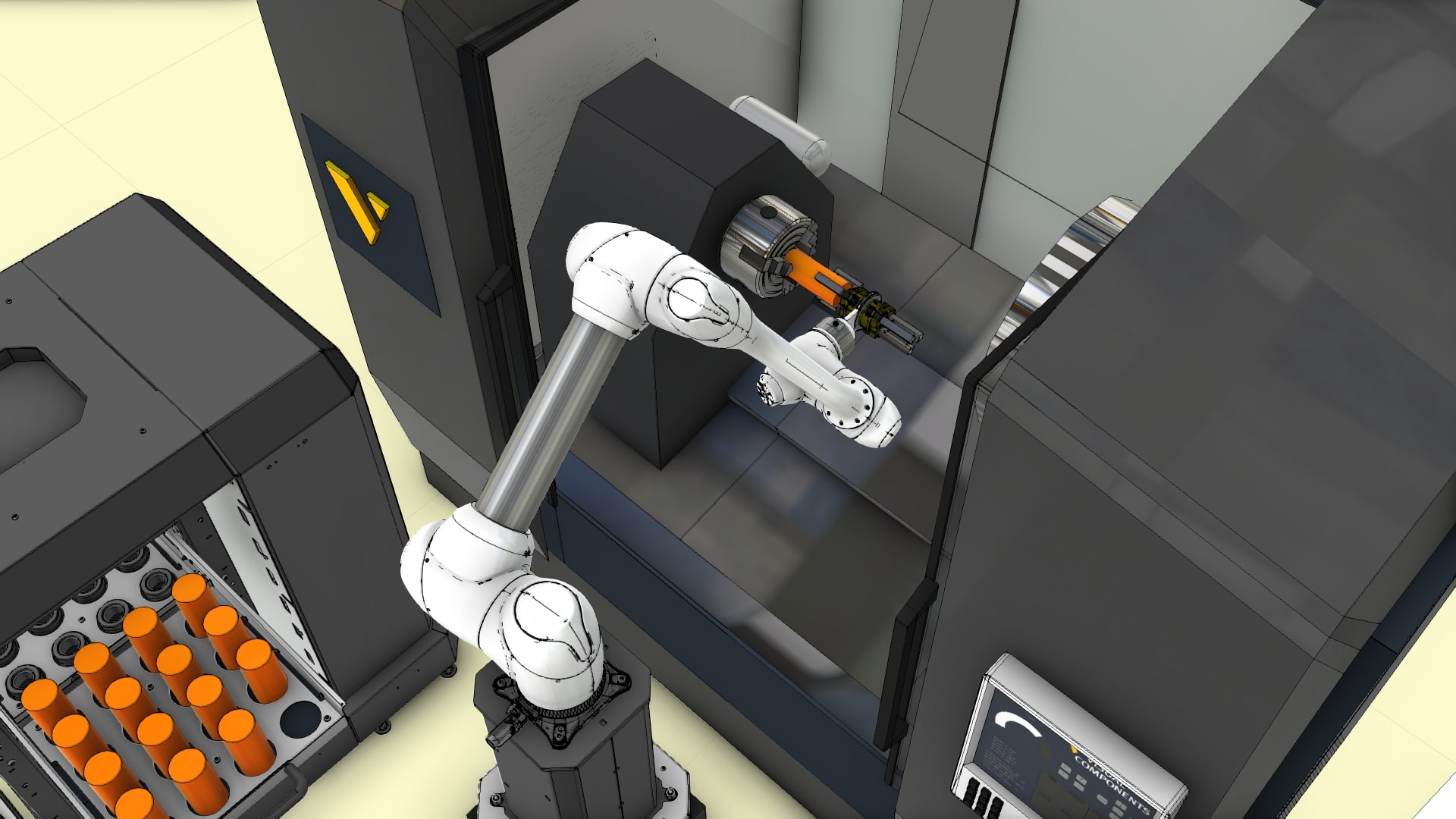
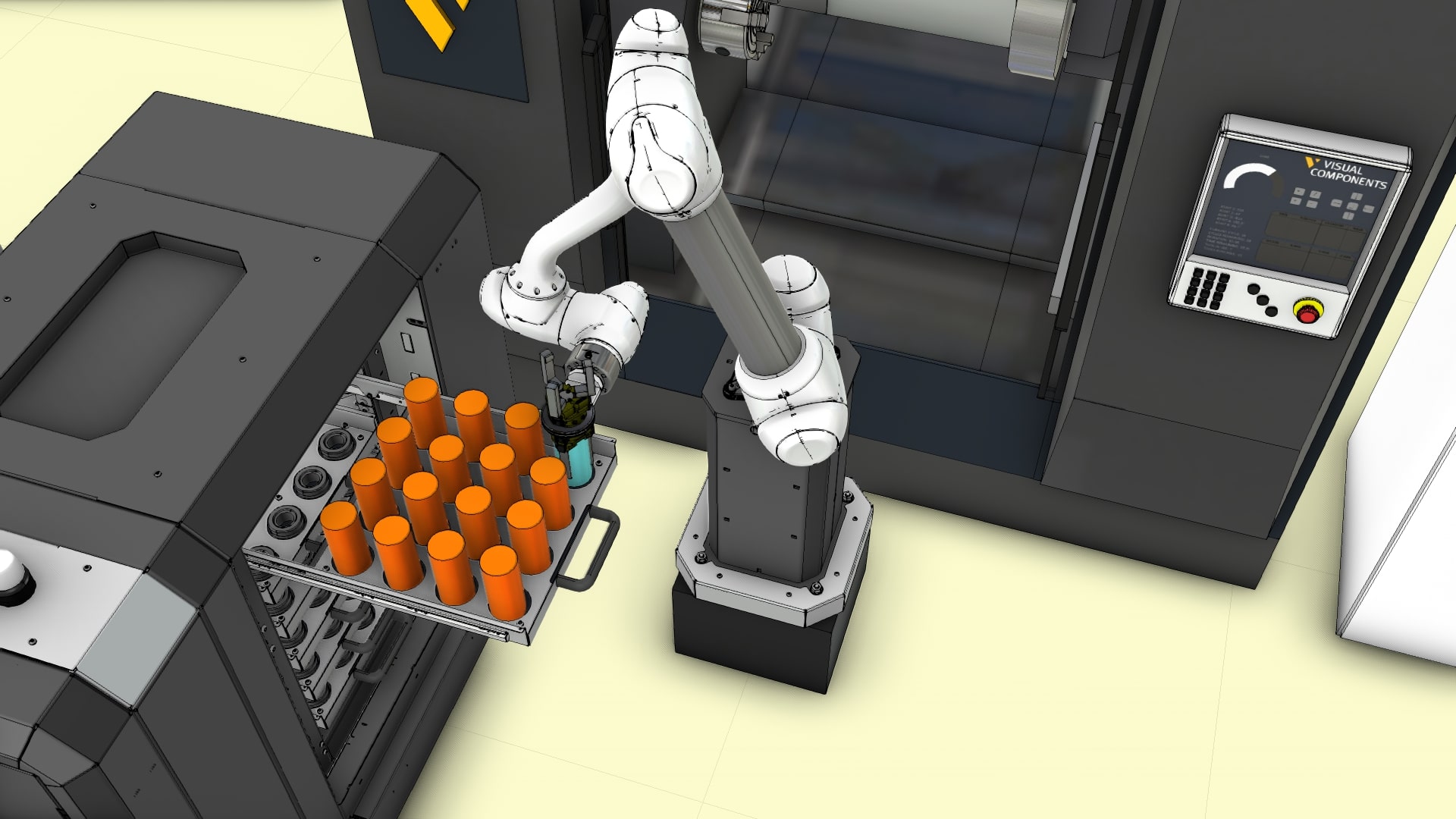
Назначение данного комплекса – автоматизация процесса загрузки и выгрузки изделий в станок с ЧПУ (токарный или фрезерный).
Загрузка станков осуществляется расположенным на стойке на равном удалении от станков коллаборативным роботом-манипулятором, не требующим ограждения. На фланце робота расположена пара пневматических трех-кулачковых захватов для возможности загрузки заготовки и извлечения готового изделия из автоматического патрона станка за один заход в рабочее пространство станка.
Заготовки и готовые изделия располагаются на выдвижных паллетах перекатной тележки, что позволяет позиционировать их для захвата роботом. Станок оснащается пневматическими системами закрытия/открытия дверей и концевыми выключателями и автоматической системой управления патроном. Робот имеет возможность обмениваться цифровыми командами DI/DO со станком (передача команд: зажать патрон, раскрыть патрон, запустить программу обработки, программа обработки завершена). На фланце робота помимо спаренных схватов расположен пневматический пистолет для обдува детали после обработки станком.
Станция предназначена для производства большой партии деталей. Накопитель поставляется с количеством лотков - 6 шт. (нагрузка на 1 лоток до 13.5 кг), для уменьшения время цикла. Манипулятор может быть установлен в различной ориентации, что обеспечивает максимальную гибкость. Это современная, надёжная роботизированная ячейка, предназначенная для работы с широким спектром продукции.
Основной модуль является основой для робота и содержит как обработанные детали, так и необработанные заготовки. Таким образом компактная и мобильная конструкция роботизированной ячейки обеспечивает максимальную гибкость для нужд производства.
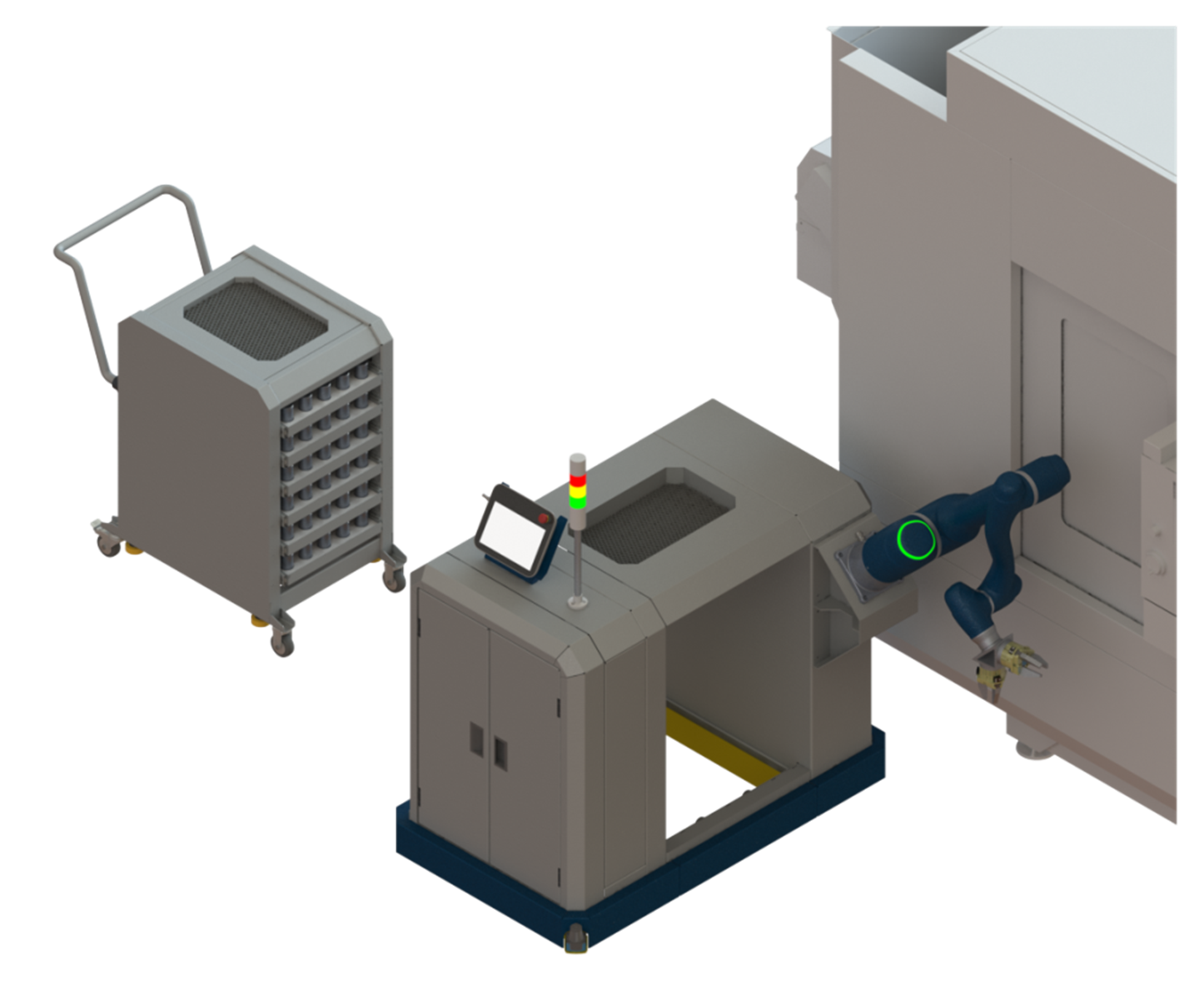
Компактная конструкция обеспечивает легкий доступ к производственному оборудованию. Лотки для деталей имеют сменные перфорированные пластины, на них можно разместить все типы деталей и заготовок.
Тележка используется для транспортировки лотков с деталями в ячейку и обратно, без усилия заводится в роботизированную ячейку, даже когда все лотки для деталей заполнены.
Тележка с деталями автоматически центрируются в роботизированной ячейке. После того, как содержимое тележки отработано, оператор переключением тумблера разблокирует пневматические фиксаторы и тележку его можно обменять на другую, загруженную заготовками. Позиционируя робот в любом положении, вы можете гибко позиционироваться под различные станки с ЧПУ.
Технология рабочего процесса:
- Оператор в начале производственного цикла устанавливает магазин с заготовками в мобильное основание. После оператор запускает комплекс.
-
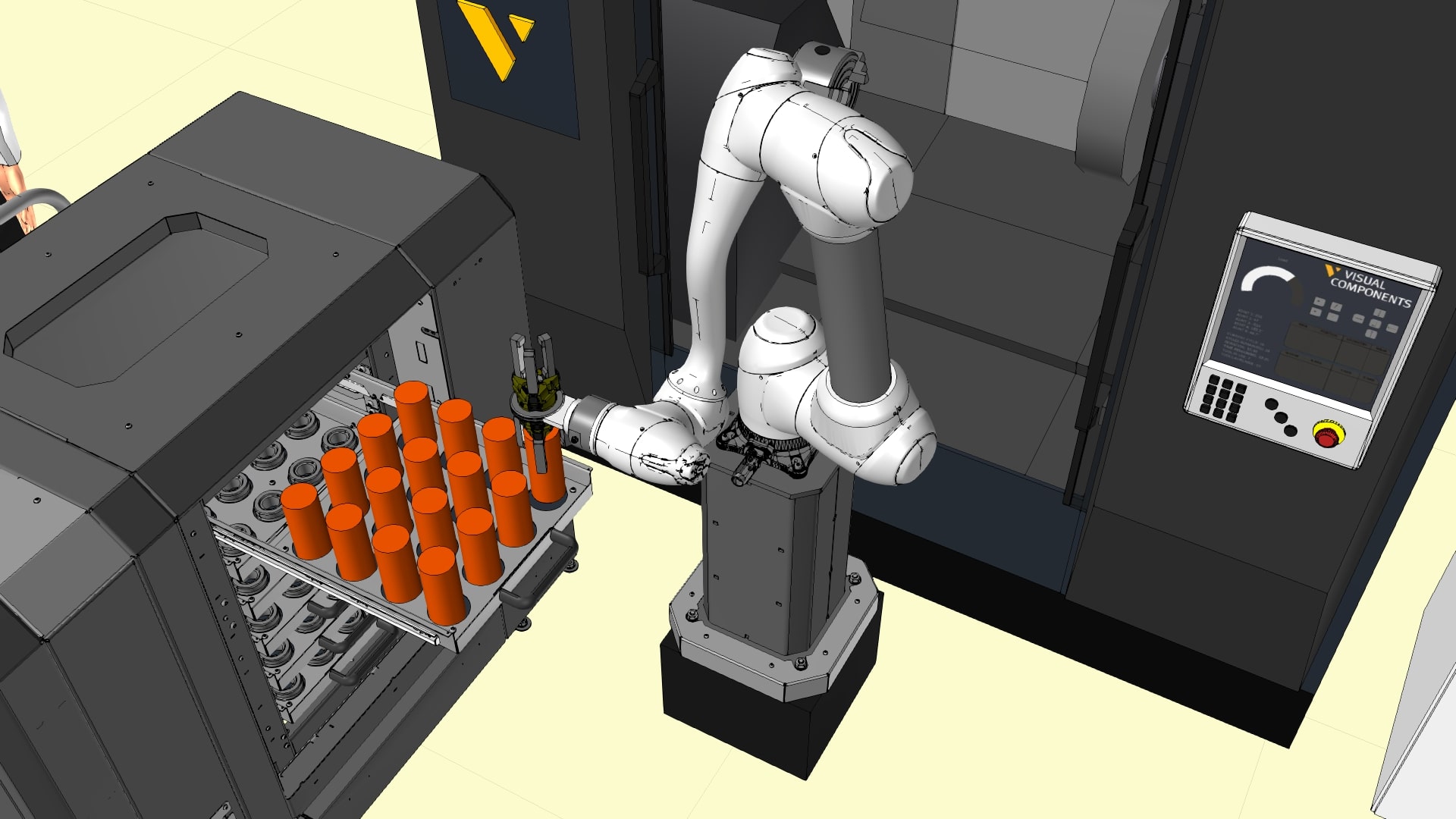
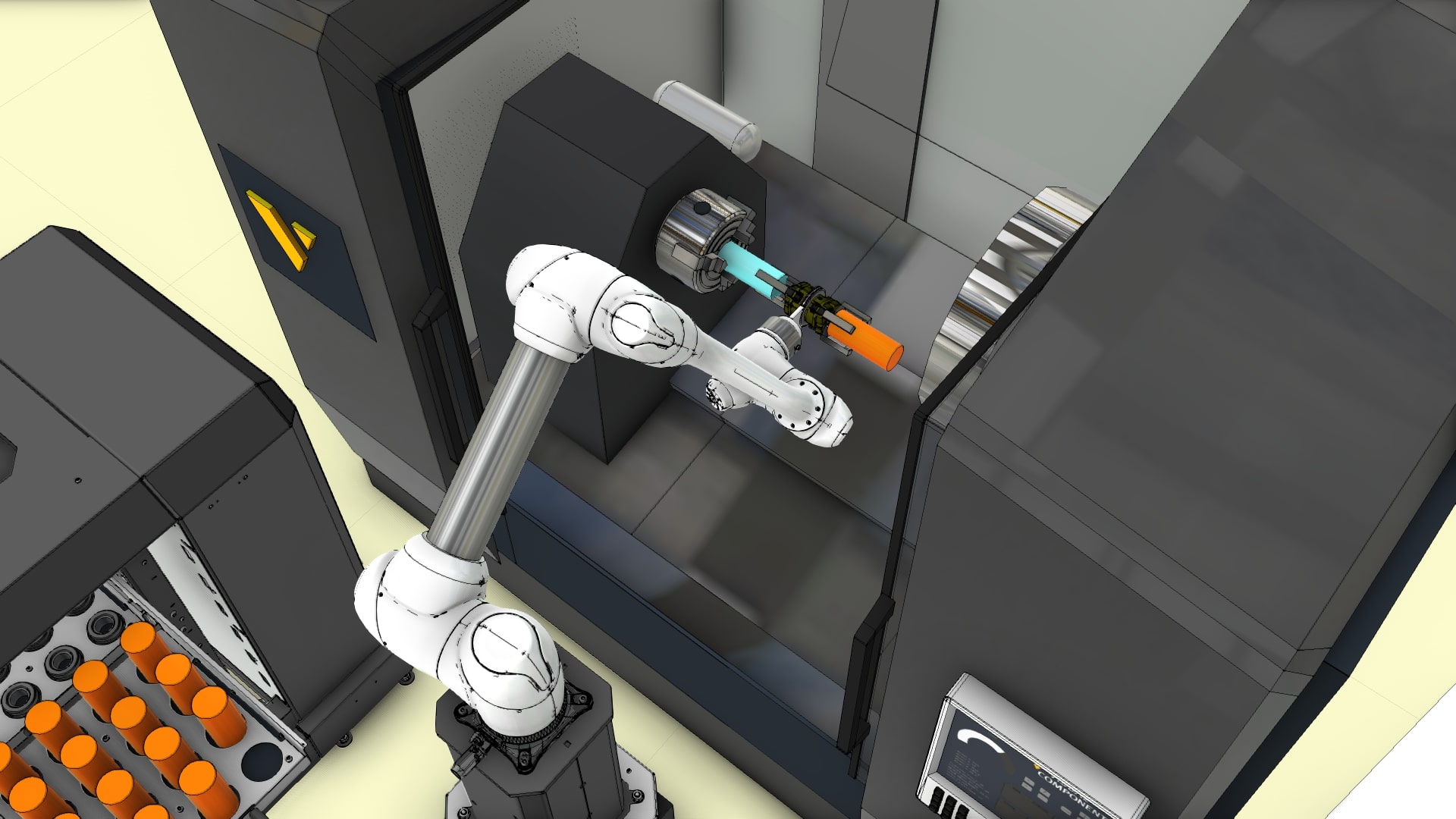
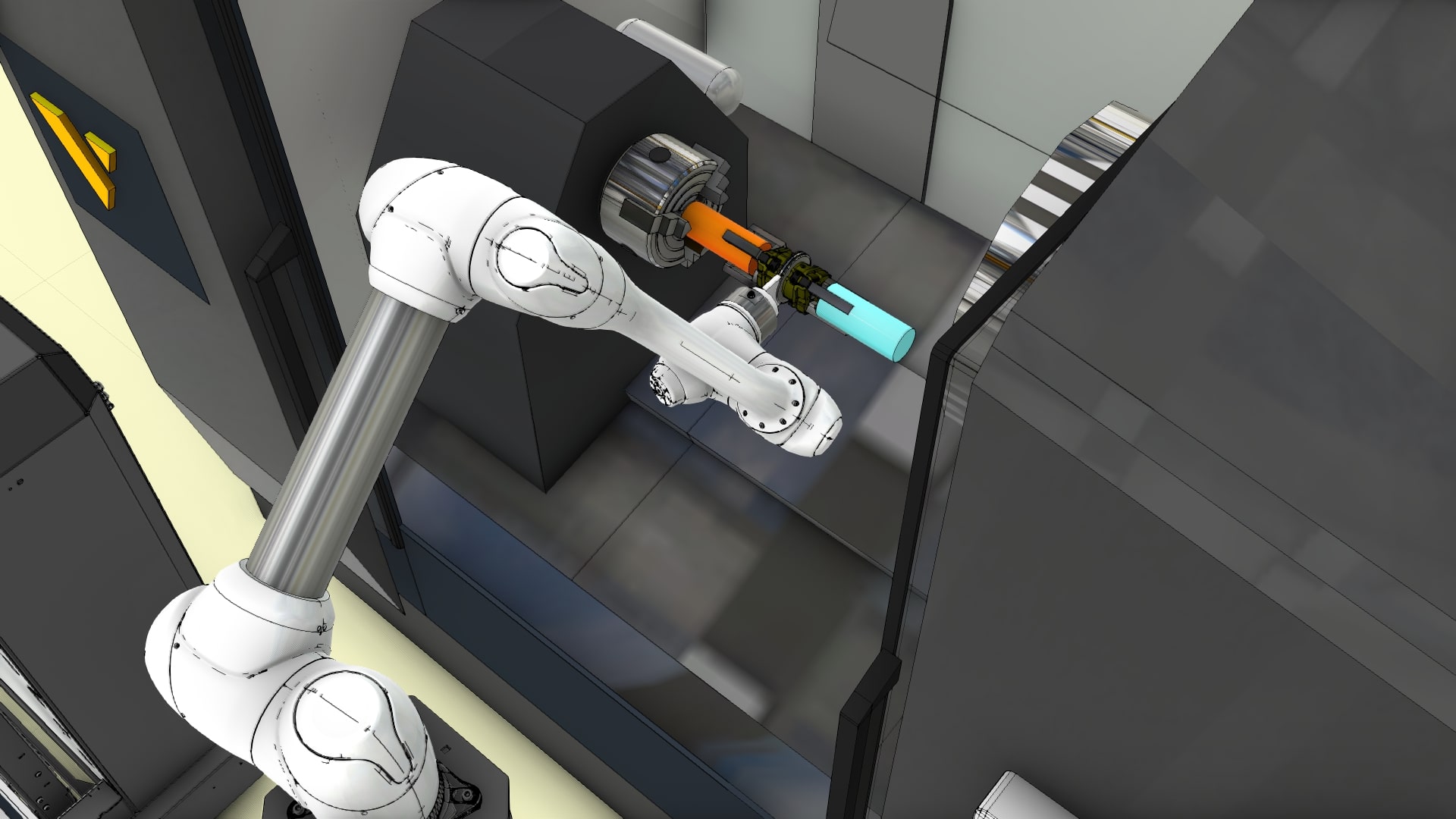
Согласно выбранной оператором программы, робот центрическим захватом осуществляет захват заготовки и выгрузку со стола в станки (подтверждается датчиком наличия детали), во время обработки заготовок, робот производит захват следующей заготовки и ожидает окончании обработки.
-
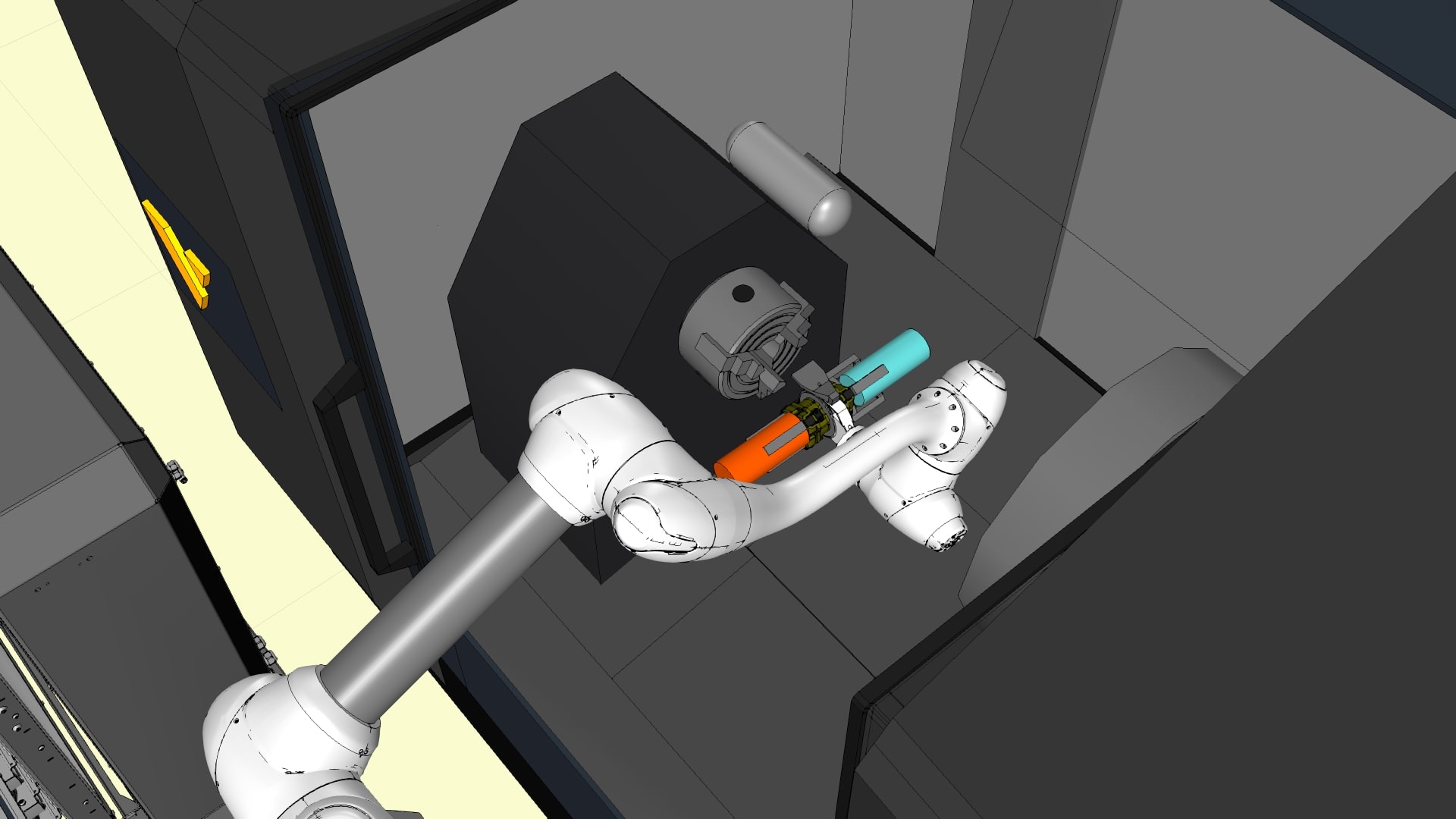
По окончанию процесса обработки заготовок станок подает сигнал роботу, манипулятор осуществляет захват заготовки, после снятия заготовки робот осуществляет обдув зажимного патрона, далее с помощью сдвоенного захвата устанавливает следующую заготовку, далее выгрузка готового изделия в магазин заготовок.
-
Цикл повторяется.
Преимущества робототехнического комплекса (РТК):
- Возможность осуществлять загрузку тележки заготовками в непроизводственное время, пока система работает
- Выдвижение ящика роботом увеличивает время самостоятельной работы системы
- Позволяет обрабатывать детали от нескольких граммов до несколько килограмм
- Разработано для производства больших и средних серий продукции
- Масштабируемые системы выдвигаемых лотков
- Простое соединение со станком
- Быстрая установка поста и переналадка на другую задачу.
- Время для технологического цикла составит 30 секунд
- Комплекс рассчитан под заготовки весом 1,3 кг (максимальная нагрузка на лоток - 13,5 кг).
- Общее количество лотков - 6 шт.
- Конфигурация РТК позволяет обслуживать до 2-х станков
.